Vites mog'or dizayni, ayniqsa plastik uzuklar uchun an'anaviy mog'or dizaynidan farq qiladi. Tish qalinligi kabi asosiy parametrlar (tishli tishli ikki tomoni orasidagi yoy uzunligi), modul (harakatning parametrlari) va burilish burchagi (ishqalanishning parametrlari), empirik ma'lumotlarga asoslangan o'zgarishlarni talab qiladi.
Boshqa jarayonlardan farqli o'laroq, tishli qoliplar to'g'ridan-to'g'ri qisqartirish stavkalari asosida qayta ishlanmaydi. Professional jihozlar va vites qutisi ishlab chiqaruvchilari, kompyuter dasturiy ta'minot kompaniyalari bilan uzoq muddatli tajriba va hamkorlik qilish, tishli bo'shliq parametrlarini hisoblash uchun ixtisoslashtirilgan dasturiy ta'minotni ishlab chiqdilar. Ushbu dastur to'g'ridan-to'g'ri tishli parametrlar va profillarni yaratishi, tishli modifikatsiya va tish aniqligini oshirishda yordam berishi mumkin. Keling, plastik tishli mog'or dizayni haqidagi diqqatga sazovordir.
Plastik tishli mog'orlar uchun bo'shliq dizayni
Plastmassa mog'or uchun bo'shliqni ishlab chiqish har doim mog'or sanoatida texnik muammo bo'lib kelgan, asosan ikkita sababga ko'ra:
1. Plastmassa qisish narxlarida aniqlik:
Plastmassa tishli plyonkalarni shakllantirish jarayonida plastik granulalar yuqori issiqlik ostida eritilgan shtatga aylanadi, so'ngra qattiq plastmassalar hosil bo'ladi. Ushbu jarayon davomida plastmassaning qisqarishi tezligi chegara qiymatidir, aniq qisqarish darajasi aniqlashni qiyinlashtiradi.
2. Moldisers uchun chiziqli qisqarish hisob-kitobi:
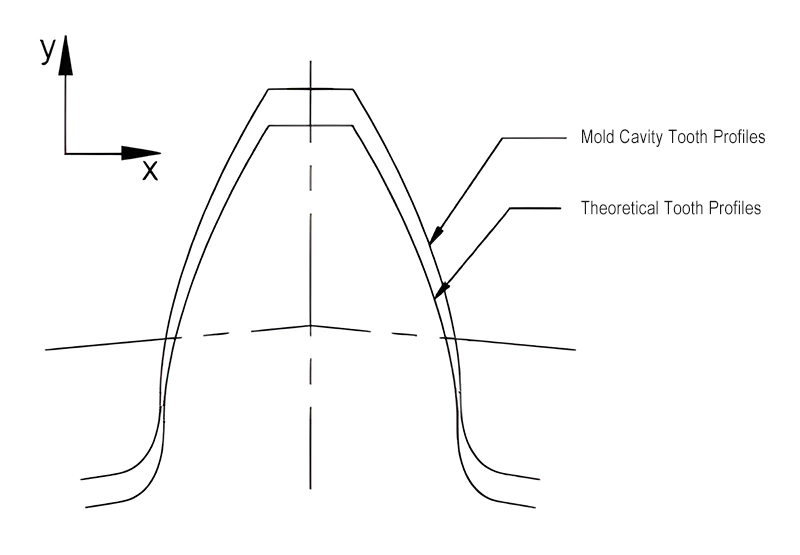
Intolyatsiyalangan kichik modul uchun plastmassa tishli mog'orlari, mog'or bo'shlig'ini aslida xayoliy vosita ifodalaydi. Bu xayoliy vosita ikkala qimirlash va ichki jihozlardan ajralib turadi. Qisqadan keyin u kerakli plastmassaga aylanadi. Ushbu xayoliy vositaning inqilobli tish profilidagi qisqartirish bu umumiy plastik qismlarda ko'rinadigan izotrop qisqartirma kabi bir xil emas. Uch-rasmda ko'rsatilgandek, X va Y yo'nalishdagi qisqarish, chiziqli bo'lmagan qisqartirgichda, chiziqli bo'lmagan qisqartirishga olib keladi. Ushbu chiziqsiz plastmassa vorisi mog'or bo'shliqlarini sezilarli darajada oshiradi.
Tishli mog'or bo'shlig'ini loyihalashning to'g'ri usuli
Ushbu texnik qiyinchiliklarga duch kelganda, mog'or bo'shliqlarini loyihalash uchun izotrop krimashka usulidan foydalanib, ko'pincha subogol natijalarga olib keladi. Amaliy tajriba va plastik qisqartirish darajasining aniqligi asosida biz vites mog'or bo'shliqlarining nazariy dizayni uchun o'zgaruvchan modul usulidan foydalanishni tavsiya etamiz.
O'zgaruvchan modul usuli, turli xil qayta ishlash jarayonida asosiy qismning diametri, qo'shimcha yoki pastga mos keladigan distalning diametri, oddiy qisqichbaqasivga o'xshash qismlarga o'xshash o'zgarib turadi. D=mzs formulasi tomonidan belgilanadigan tishli to'garak uchun u faqat M moduliga bog'liq va z.
Muayyan jihozdagi tishlar soni doimiy bo'lsa, ishlov berish paytida ishlov berish paytida, ishlov berish paytida, ishlov berish paytida ishlov berish jarayonida o'zgarishlarni o'zgartirishimiz mumkin. Ushbu tamoyil, plastik tishli bo'shliqning kosmosining doimiy miqdori va bosim burchagi bilan doimiy tishli va bosimli burchakli xayoliy vosita bo'lib, u bo'shliqning tish profilini shakllantiradi.
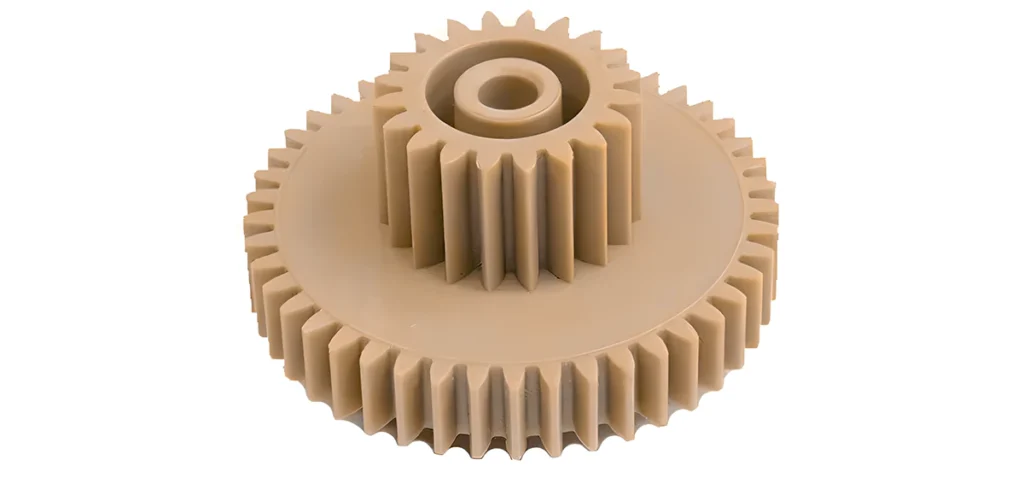
Ushbu xayoliy tishli modulni mutanosib usuldan foydalangan holda hisoblashimiz mumkin. Ushbu hisoblash formulasi m '= 1 + ē%%) m. Ushbu formulada, m 'mog'or bo'shlig'ining tot profilining modulini, m ishlab chiqariladigan vositalarning nazariy modulidir va plastikning qisqarishi stavkasi. Modulni mos keladigan tishli formulaga almashtirish orqali, natijada paydo bo'lgan antiqa, olib keladigan mog'or bo'shlig'ining xayoliy vositaini anglatadi. Amaliyot shuni ko'rsatadiki, o'zgaruvchan modul usuli 2-rasmda ko'rsatilgan mog'or bo'shlig'ida ko'rsatilgan tish protsessoridagi chiziqli tish profilida chiziqli bo'lmagan qisqarish muammosiga samarali ta'sir ko'rsatadi.
Plastik tishli mog'orlar uchun darvoza dizayni
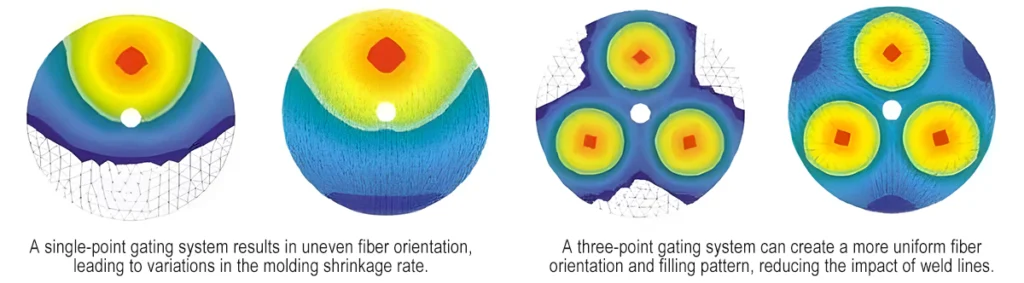
Plastik uzuklarni shakllantirish jarayonida, eshigi joylashgan evro joylashuvi, ayniqsa ularning radial rangi aniq ta'sir ko'rsatadi. Darvozaning taqsimlanishi, shuningdek, plastik jihozlarning umumiy mexanik xususiyatlariga eng muhimi ta'sir qiladi. Plastik tishli qoliplar uchun eshiklarni loyihalashda, agar tee mahsuloti imkoniyati bo'lsa, uch nuqtali gual tizimidan foydalanish tavsiya etiladi. Ideal holda, 3 ochko 3-rasmda ko'rsatilgandek bir xil dumaloq yoy va teng taqsimlangan bo'lishi kerak.
Uch ochkoli muvozanatli giyohvandlik tizimidan foydalanib, plastik eritma uch payvand chavandni shakllantirish uchun oqim jabhalaridan birlashadi. Ushbu payvand chiziqlarida tolalarning yo'nalishi oqim oldidagi parallelga parallel ravishda bog'liq. Vitalarda, bu tolalarda tolalarda, tishli chiziqlarda, tishlilarning boshqa qismlarida tasodifiy taqsimlanganda, tolalarga nisbatan tarqalgan tolalarga olib keladi. Bu payvand chaoqqa chiziqlari bo'ylab kam qisqarish joylarini yaratadi. Payvand choklari orasidagi tolalarning farqi va qolgan vitesda bitta darvoza bilan yuqori darvozaga ega bo'lgan tishlilarga qaraganda kamroq talaffuz qilinadi. 4-rasmda bitta eksantrik darvozadan foydalanganda tolaga yo'naltirish va naqshlarni to'ldirish naqshlarini to'g'ri taqqoslash ko'rsatilgan.
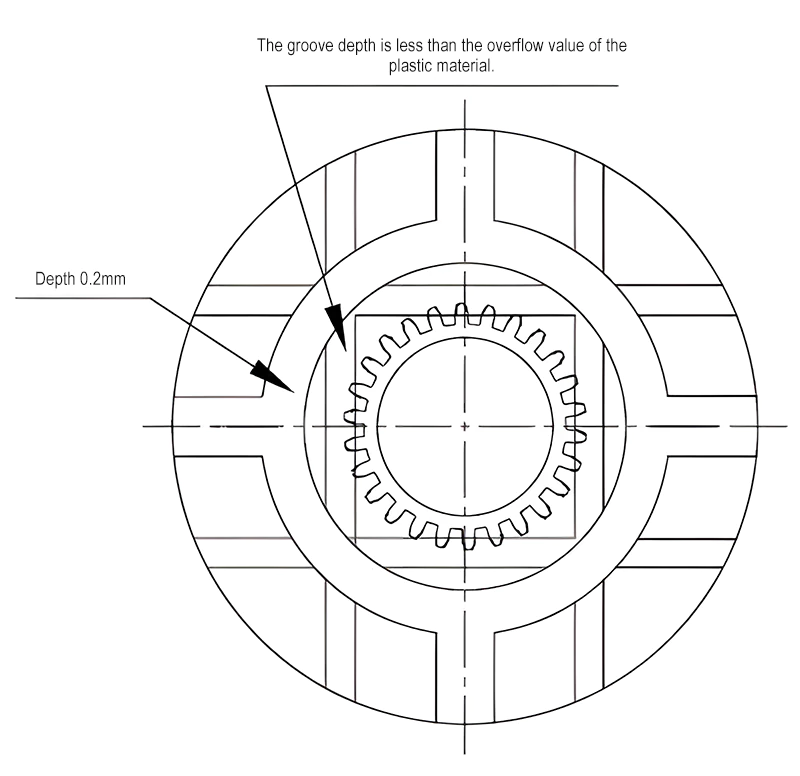
Plastik tishli mog'orlar uchun shamollatish dizayni
Ventilyatsiya plastik mog'or dizayni bo'yicha ko'rib chiqiladigan hal qiluvchi tomon. Plastik tishli mog'orlar uchun, tish yuzasida shamollatishning dizayni ayniqsa muhimdir. Biz maydalash mashinasi bilan tishli mog'orlarning ko'p qismlarini sirtizator qilamiz. Ushbu jarayon yuzaga bo'yashning yaxshi qismini ta'minlaydi. Biroq, in'ektsiya jarayonida so'nggi joylarda to'ldirish etarli emasligiga olib keladi. Tuzilgan havoni bartaraf etish uchun tish yuzalarida shamollatish joylarini yaratish kerak. Umuman olganda, bu shamollatish chog'aklarning tish yuzalarida 5-rasmda ko'rsatilganidek.
Plastik tishli mog'orlarning tarkibiy dizayni
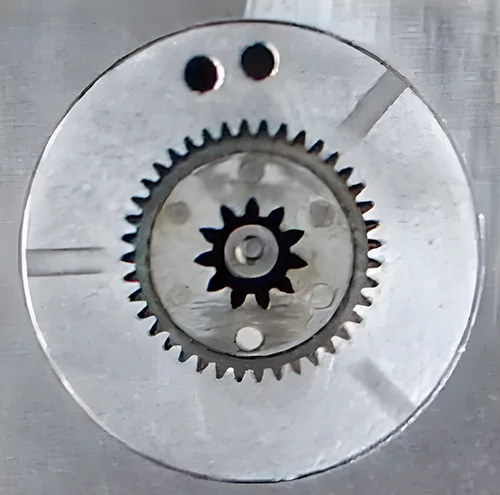
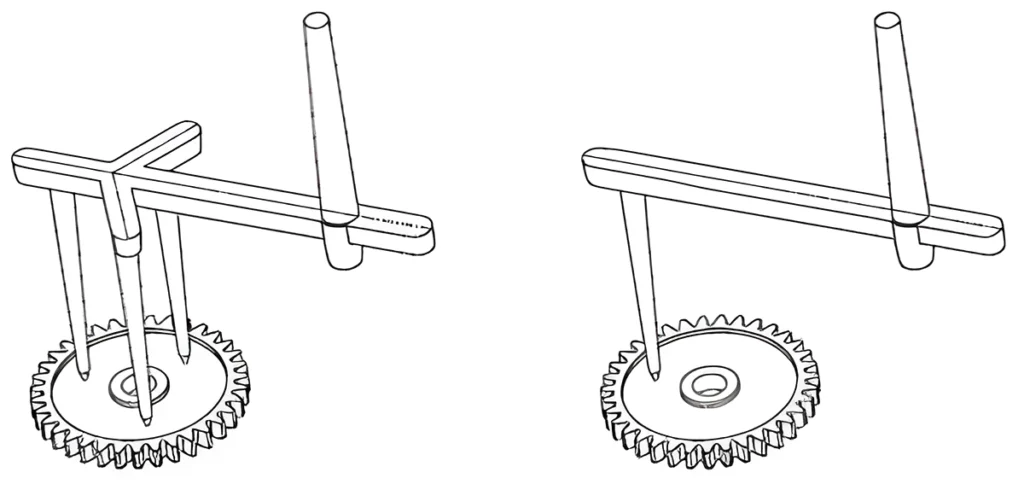
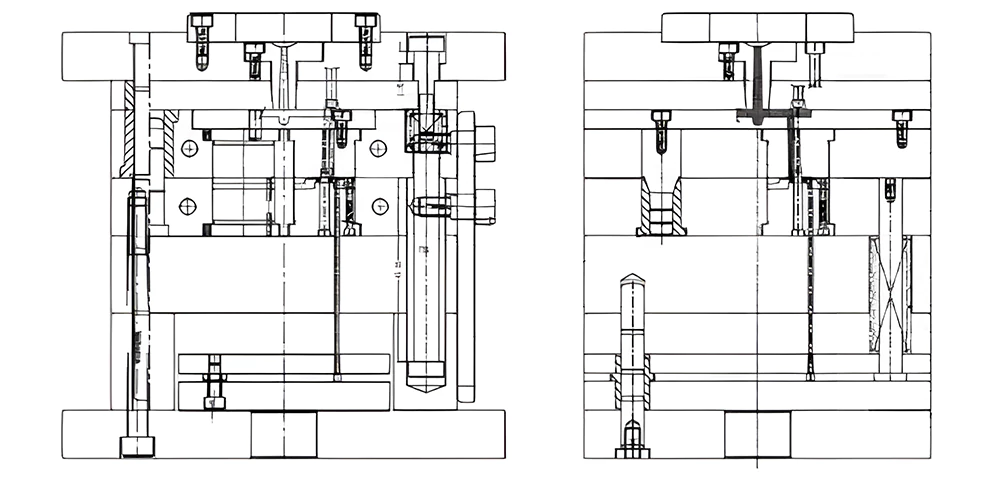
Plastik tishli in'ektsion shaklda ko'pincha nuqta sathlari qo'llanilishini hisobga olib, mog'or tuzilmasi uch plastinka dizayniga ega bo'ladi. 6-rasmda tishli mog'orning dizayni diagrammasi ko'rsatilgan va 7-rasmda haqiqiy tishli mog'orni ko'rsatadi. Vite mog'orining ishlash printsipi quyidagicha:
Inyeksiya shakllantiruvchi harakatini tugatgandan so'ng, mog'orning harakatlanuvchi qismi in'ektsiya shakllantiruvchi mashinasining drayveri ostida ochishni boshlaydi:
- Partingning birinchi bosqichi: 1-bahorning harakati tufayli stimulyator A. Speak Take PIN-asarni stişlektiv plastinkada tuzatishni boshlaydi va mahsulotni olib tashlash uchun eshikni olib tashlaydi.
- Ikkinchi bosqichXayrlashish: Moldillik 95 mm bo'lganidan so'ng, "Bar" harakati ta'sirida "TiePver Plital" Forefli Plastinal kanalni buzishdan oldingi kanaldan chiqara boshlaydi.
- Uchinchi bosqichXayrlashish: Molde ochilishda davom etar ekan, "Bie-Bar" va plastinka "Bi plastinkadan 90 mm gacha ochilishdan boshlanadi. Ushbu jarayon davomida ejektor plitasining qo'llanma postlari isyon balansini oshirish uchun ishlatiladi. Ejektor plastinkasi 2-bahorning harakati ostida qoladi. Bu butun mog'orni ochish va uzatishni yakunlaydi.
Plastik tishli mog'orlarni ishlab chiqarish
Plastmassa uzuklarni shakllantirish jarayonida tishli mog'or plastik jihozlarni shakllantirish va ularning aniqligini ta'minlash uchun asosiy uskunalardir. Plastik tishli mog'orni ikkita asosiy qismga bo'lish mumkin: tishli bo'shliq va mog'or ramkasi. Tishli halqa sifatida ham tanilgan tishli bo'shliq butun vitulli mog'or ishlab chiqarish jarayonining eng tanqidiy va aniqligi hisoblanadi.
1. Tishli bo'shliq ishlov berish
Tishli bo'shliqning ishlovi plastik tishli mog'orlarni ishlab chiqarishda muhimdir. Plastik jihozlarning shakllanishi "Replika" ni qayta ishlash shakli hisoblanadi. Bu jarayonda bo'shliqning tish profili tishli tish shaklining deformatsiyalangan shablonidir. Shuning uchun bo'shliqning o'lchovli aniqligini va sirtli pürüzlünni qat'iy boshqarish zarur. Burrlar, eksantriklik va sirtning tirnalganlari kabi kamchiliklardan qochish zarur. Shuning uchun bo'shliqni ishlab chiqarishning aniqligini ta'minlash uchun qat'iy tishli bo'shliq ishlov berish jarayoni tashkil etilishi kerak.
U tishli bo'shliqni ishlov berish uchun asosan to'rtta usul mavjud: simli kesish, elektr to'sincha ishlov berish (EDM) va berilyum mis qotishmasi quyish. Ushbu usullarning har biri o'ziga xos bo'shliqlarni ishlov berish uchun afzalliklari va kamchiliklari mavjud. Ishlab chiqaruvchilar tezkor tekis silindrsimon jihozlar uchun simli kesish uchun simli kesilgan va odatda, vertikal vites uchun Edmni afzal ko'rishadi. Bundan tashqari, ular simli kesish orqali tishli bo'shliqlar EdM-da ishlatiladigan elektrodlarni olib kelishi mumkin. Kichkina gellix burchagi bilan karavlar elektrodlari uchun simli kesish hali ham qo'llaniladi.
2. Mold Mold Molding
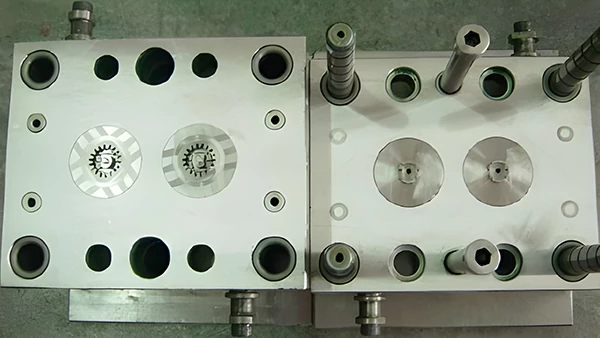
Mold Baza nomi bilan ham tanilgan mog'or ramkasi vites mog'orining yordamchi tuzuvchi qismidir. Mog'or ramkasini ishlov berish jarayoni umumiy plastik in'ektsiya mog'orlariga o'xshaydi. Shuning uchun, ushbu maqolada bu maqola emas. 8-rasmda tishli mog'or ramzi moslamasining haqiqiy tasviri ko'rsatilgan.